

以前から弊社では銅合金プランジャーチップ(以下チップ)が生産性を上げる、結果的に生産コストの低減、人手不足への対策、温室効果ガスの低減などのメリット含め、ご紹介させて頂きました。



ただし、机上の理論となる話もあったため、この度実際に銅合金と鉄チップの比較試験を(株)日本高熱工業社様にご協力頂き、実施致しました。
この記事ではトヨタ自動車やスタートアップで金属部材の調達を13年してきた筆者が経験談を交えながらに以下ついてご紹介致します。
本投稿では以下の構成に基づき、銅合金チップと鉄チップの比較、考察をさせて頂きます。
アルミダイカスト業界は地域・国ごとに地場のダイカストマシンを採用する傾向があります(例:日本のダイカスターは日本のダイカストマシンを使用、欧州のダイカスターは欧州のダイカストマシンを使用、等)。その結果、東西の技術についてある意味分断された状態になっているとも言えます。欧州では40年前から銅合金チップが使われていますが、日本を始めとるすアジアでは鉄がメインで使われています(私自身パキスタンのダイカスター様も訪問しましたが、鉄チップが使われていました)。銅合金チップはなぜ欧州で一般的になったのかというと、鉄に比べ熱伝導性が7倍あり、早くアルミを凝固できる=早く生産できるメリットがあるためです。一方アジアではどうなのかというと、アルミダイカストエンジニアを抱えており、研究開発に人員を割ける自動車メーカーは銅合金チップや更に進化したリングチップ等を活用しています。しかしながらその他大多数のダイカスター様は鉄のチップを使っています。銅チップが広まらなかった理由について考えられる理由として材料費の高さがあります(日本鋳造工学会に以前参照がありましたが現在はページ削除)。
しかし、仮に1台あたり年間10万円つかっていた鉄チップがもし銅合金チップになって、熱伝導性のメリットを活かして生産サイクルを1秒短縮できたら生産コスト(設備償却費、人件費、光熱費)は年間45万円は低減できるという事を試算できました(参照)。また、銅合金チップは鉄チップよりも摺動性に優れており、真空成型(真空な状態の金型内に溶湯を充填し、背圧を無くして、湯流れ・品質を改善)において銅合金チップは鉄よりも合っているという可能性もあります。銅合金チップの生産性の良さと摺動性の良さ、話ではありましたが実際に比較した公開データがありませんでした。そこで弊社では以下の試験を実施し、銅合金チップと鉄チップの比較を実際にして公表する事にしました。弊社が知る限り、公表されている情報としては世界初の試みです。
試験における前提条件は以下の通りです。
- ダイカストマシンは125トン
- チップ径は50mm、鉄・銅合金共に同一形状、同一寸法で新品を使用
- 鋳込み量255g、ダイカスト製品部分約61g(残り約194gはビスケット)を手動で溶湯投入し、成型
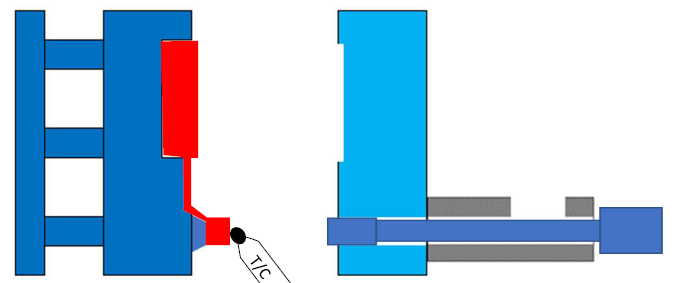
生産性測定のため、実際に成型し、金型が開いた直後のビスケット部(イメージ図T/Cの箇所)の温度を測定して比較
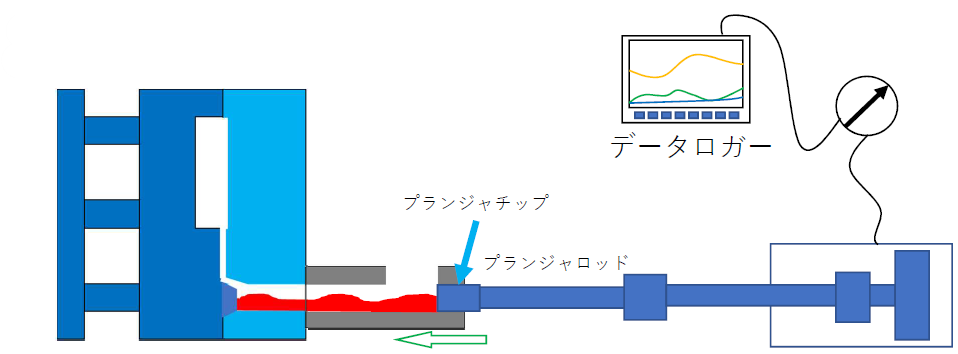
摺動性測定のため、射出シリンダーにかかる油圧を経時的に測定することでチップ毎による摺動抵抗の差を測定

試験は(株)日本高熱工業社様に実施頂きました。愛知県を拠点とする企業様で、元々炉のメーカー様でしたが、近年ダイカスト等における企業内で試験をするのが難しい場合など、経験豊富なエンジニアの皆様で試験方法を考えて試験されています。弊社も理論上のメリットを伝えたところ、最適な試験方法をご提案頂き・測定、レポートにまとめて頂きました。ありがとうございました。
さて試験結果ですが、以下の通りとなりました。
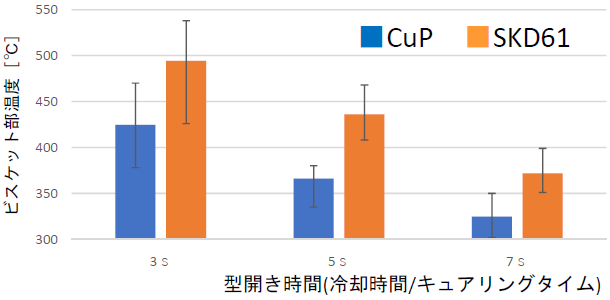
ビスケット温度を比較すると銅合金(CuP)は鉄(SKD61)に同じ温度帯でも約2秒の違いあり。
⇒銅合金は鉄に対しサイクルタイム約2秒程の短縮効果を確認
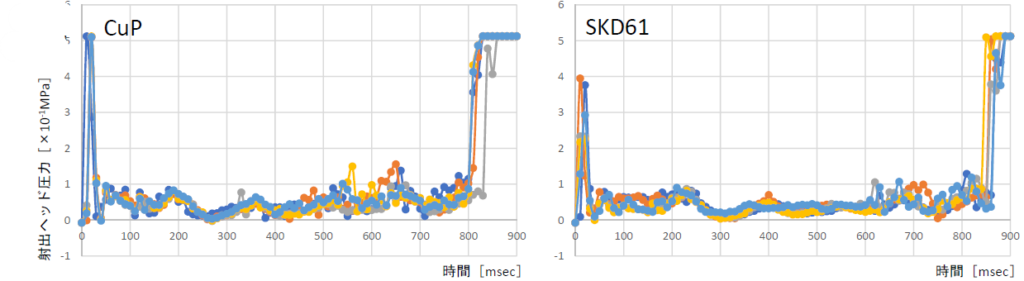
細かな条件の違いによる差異はあったものの、射出動作中のヘッド圧力に明確な違いは確認できなかった。
⇒銅合金チップによる摺動性の違いは特になし。但し後の考察にある通り、新品のチップ同士での比較結果によるものの可能性あり。

今回、150トンのダイカストマシン、φ50mmのチップで約2秒程の短縮効果を確認できた。トン数・チップ径が大きくなると更にそのメリットが増える可能性あり。同じ生産数で、短縮時間による台当たり年間メリットは以下の通り。
| 短縮時間 | 設備人件光熱費 低減効果 (百万円/年) | 稼働時間 低減効果 (時間/年) | 温室効果ガス 低減効果 (トン/年) |
|---|---|---|---|
| 2秒 | -0.90 | -188 | -4 |
| 3秒 | -1.35 | -282 | -6 |
| 4秒 | -1.80 | -376 | -8 |

鉄チップだと型開き時間が3Secの時に平均温度が500℃近くなり、ビスケットの爆ぜ(膨張・破裂)が発生。一方、銅合金チップでは爆ぜ発生なし。理由として銅合金チップは高い冷却性能を活かし3Secの型開き時間でもビスケット温度が420℃程度まで冷却されるため。

試験前と後でチップの外径に変化なく、外見も摩耗に大きな違いはなかった。但し今回の試験は新品のチップを60ショットした程度であり、実際にチップの寿命(1~3万ショット)に対してのショット数が不足しており、摩耗に対しての評価としては不十分。理論上、使用回数が増えると鉄チップだとアルミと化学反応による被膜(Al-Fe化合物層)が形成されるため、鉄チップだと使用回数が増えるほど摺動性が悪化する可能性もあり。

鋳造品質において銅合金と鉄チップを比較。鋳造品の製品部分(画像の四角部分)5個の重量を比較したところ、内部品質には大きな違いは無いと確認。
| チップ種類 | 製品部分平均重量(g) |
|---|---|
| 銅合金 | 60.96 |
| 鉄 | 61.00 |
型開後、チップは元の位置に戻る。その際に鉄チップだと引っ掛かる事がある。なぜなら鉄は溶湯に触れて膨張した後、冷却・収縮速度が遅いのに、戻ろうとするため。一方銅合金チップだと早く、冷却・収縮するためスムーズに戻れる可能性あり。
その他、今回の試験において試みた加工方法や発見した加工上の注意点、実際の導入時おける留意点あり。
これまで銅合金の方が良いかもしれないと聞いたけど、実際に試験する機会がなかったダイカスターの皆様の参考になれば幸いです。また弊社としては高品質で価格競争力のある銅合金材の提案をさせて頂いておりますが、重要なのはダイカスターの皆様がダイカストシステム全体としてどのような嬉しさがあるのか、懸念となる生産性、耐摩耗性、寿命、銅合金チップのQCD(品質・価格・供給体制)の最適化も弊社パートナー企業様と共に向き合わさせて頂いております。
生産性を上げる事はコストという観点だけでなく、人手不足の対策や、脱炭素社会への貢献という観点からも意義がある事であり、弊社としては引き続き銅合金チップの活用を広めていきたいと考えています。

